�gӭ���R~�Ϻ�������ӿƼ�����˾
 ȫ�����՟ᾀ��
ȫ�����՟ᾀ��
13371980026
13371980026



YAMAHA�C���� RCX240���ƹ� �C���˅���Ԕ�����£�
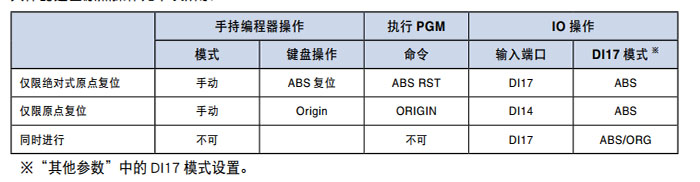
�ֳ־������ęC���˅���������������¸�ʽ��
|
���M���O��ֵ �� MG ����ֵ�� ���C���˵��O��ֵ �� MR ����ֵ�� |
���M���O��ֵ �� SG ����ֵ�� ���C���˵��O��ֵ �� SR ����ֵ�� |
�C���˅����O��
�O�� 2 �_�C���˕r
�C���˅������r����Ч�I���Ӳˆεă������¡�
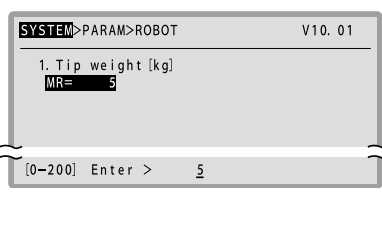
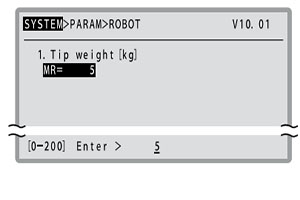
1.Tip weight [kg]/WEIGHT
�� kg ���λ�O�ÙC����ǰ������������������������������
���ǣ����O�õęC���˞� YK120XG��YK150XG��YK180XG��YK220X �r���� 0.1kg ���λ�O�á�
���ֵȡ�Q�����O�õęC���˙C�͡�
�����ѳ�ʼ���r�����O�Þ����ֵ��
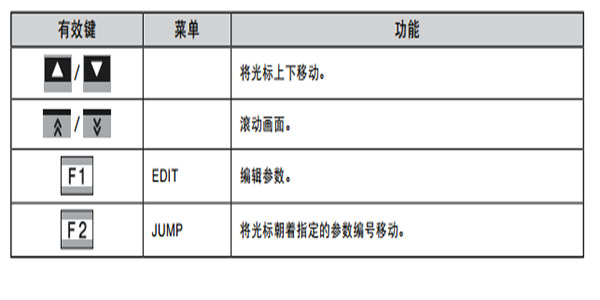
1. �x��1.Tip weight [kg]����
Ո�ù���I����/�����x��1.Tip weight[kg]�������� F1(EDIT)
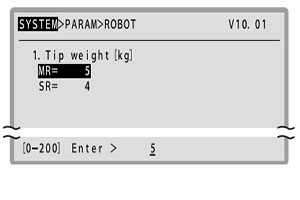
2. �O��2�_�C���˕r���x��Ҫ�O�Å����ęC���ˡ�
Ո�ù���I����/�����x��C���ˡ�
3. ݔ��ǰ�������Ĕ�ֵ��
��0~9ݔ�딵ֵ��Ȼ�� ENTER�_��ݔ�롣
4. �� ESC �˳���ģʽ��
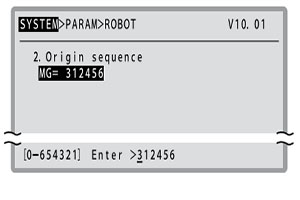
2. Origin sequence/ORIGIN
�C����ͨ�^��ֵ�O�ô_���R�_λ�õķ���ԭ�c����������ѳ�ʼ���r�����O�Þ� 312456��
1��2��3��4��5��6 �քe�������S��̖�����Տ������ҵ�����c���������S�M�з���ԭ�c������
δ�O�õ��S���ȫ��ͬ�r�M�з���ԭ�c������
1. �x����2.Origin sequence����
Ո�ù���I����/�����x����2.Origin sequence��,���� F1 ��EDIT��.
2. �O��2�_�C���˕r���x��Ҫ�O�÷���ԭ�c���ęC���˽M��
Ո�ù���I����/�����x��C���˽M��
3.ݔ�뷵��ԭ�c���
��0~9ݔ�딵ֵ��Ȼ�� ENTER �_��ݔ��
4. �� ESC �˳���ģʽ��
1���C������ͬ�r����λ�Ùz����ʽ��ͬ���^��ʽҎ�������ʽҎ���S�r����������ԭ�c���������Q������ԭ�c����������������ͬ��
ʾ����
�C���˵��S���ɣ�XYZR
����ԭ�c�����O�ã�312456
���S��λ�Ùz����ʽ��X,Y�S-����ʽҎ�� Z,R�S-�^��ʽҎ��
1. ֻ�M�н^��ʽԭ�c��λ�����r
���շ���ԭ�c����O�Ï����ң�ֻ���^��ʽҎ���S�M�з���ԭ�c������
3 Z�S���� �� 1 X�Sȡ�� �� 2 Y�Sȡ�� �� 4 R�S���� �� 5 A�Sȡ�� �� 6 B�Sȡ��
3. ͬ�r�M�н^��ʽԭ�c��λ������ԭ�c��λ�����r
�����������ԭ�c����O�Ï����ң�ֻ���^��ʽҎ����S�M�з���ԭ�c������
������ͬ��ֻ������ʽҎ���S�M�з���ԭ�c������
3 Z�S���� �� 1 X�Sȡ�� �� 2 Y�Sȡ�� �� 4 R�S���� �� 5 A�Sȡ�� �� 6 B�Sȡ��
3 Z�Sȡ�� �� 1 X�S���� �� 2 Y�S���� �� 4 R�Sȡ�� �� 5 A�S���� �� 6 B�S����
���w�ķ���ԭ�c����������ʾ��
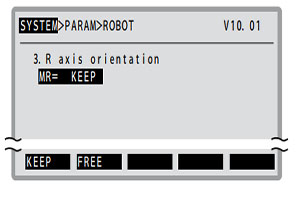
3. R axis orientation/RORIEN
ˮƽ���P���͙C������ XY �������M���ք��Ƅӕr���O���Ƿ� R �S�ķ����˄ݣ���
�����ѳ�ʼ���r�����O�Þ顰���֡���
�O�ñ��ַ���r�������Cе��ǰ�˳��� X �����S����� Y �����S�����ƄӺ�R �S���Ԅ����D���Ա㱣�֮�ǰ����
����ˮƽ���P���͙C���˟oЧ��
1. �x��3.R axis orientation����
���ù���I����/�����x����3.R axis orientation���������� F1 ��EDIT��.
2. �O��2�_�C���˕r���x��Ҫ�O�Å����ęC���ˡ�
Ո�ù���I����/�����x��C���ˡ�
3. �O������
Ո�� F1 ��KEEP���� F2 ��FREE���M���O�á�
4. �� ESC �˳���ģʽ��
4.Armtype at PGM reset/ARMTYP
�˅����O�ó����λ�r���x����ϵ�y��
�����ѳ�ʼ���r�����O�Þ�����ϵ�y��
����ˮƽ���P���͙C���˟oЧ��
��ˮƽ���P���͙C���˵� XY �S���Ƅӕr�������M�������c�����������D�Q���P������
��Ҫ��
�������ˣ��r����ϵ�y���O�÷dz�
1. �x��4.Armtype at PGM reset����
Ո�ù���I����/�����x����4.Armtype at PGM reset�������� F1 ��EDIT��
2. �O��2�_�C���˕r���x��C���ˡ�
Ո�ù���I����/�����x��C���ˡ�
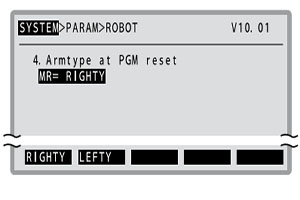
3. �O�ÙCе����͡�
Ո�� F1 ��RIGHTY���� F2 ��LEFTY���M���O�á�
4.�� ESC �˳���ģʽ��
ϵ�ˣ�����
�֙C��17721351309
�Ԓ��021-50157782
�]�䣺shygdzi@163.com
��ַ�� �Ϻ��мζ��^���@·858̖2̖531-532